3D Printing for FIRST Teams (3 of 8)
3D Printing for FIRST Teams
Authors: Kari Karwedsky, PTC, and Colm Prendergast, Mentor for FIRST Robotics Competition Team 1965
3D Printing Work Flow
Step 1: Design your part using PTC Creo.
Step 2: Export Model from PTC Creo in .stl format.
Step 3: Prepare Model and Generate g-code file (or equivalent) for the printer.
Step 4: Prepare and Level the 3D Printer Build Plate.
Step 5: Load printer filament.
Step 6: Print Model.
Step 7: Clean up printed model.
In this blog post, we will look more closely at Step 1.
3D Printing Step 1: Design your part using PTC Creo
Most people reading this blog are probably familiar with using PTC Creo or another CAD program. Designing parts for 3D printing is a pretty straightforward process in PTC Creo. Most designs can be done using basic extrude and sketch functions to create different geometry. PTC Creo is an easy tool to use for this purpose. Using PTC�s training materials novices can learn to do this in no time. For an introduction to PTC Creo, please download the PTC Academic Team's latest curriculum, "How to Model Almost Anything" (http://apps.ptc.com/schools/How_to_model_almost_anything.zip)When designing a part there are several things to consider. The 3D printing process imposes some limitations that should be considered. The first of these is that the plastic is extruded as a narrow bead; the image below is an illustration of how the extruded layers are built up.
 |
| 3D Print Layer Construction (Source: http://i.imgur.com/DwNysSF.png) |
Each layer has a finite width which needs to be accounted for when drawing your model. Effectively, any outside and inside dimensions need to be adjusted to account for the layer width. The outside dimensions of a model will tend to be larger than drawn; inside dimensions will tend to be smaller than drawn. This is especially true for parts that are expected to fit seamlessly with other parts (e.g. shafts and bores). The following image illustrates the impact of extruded line width on your models.
 |
| Impact of 3D Printed Layer Width on Drawn Dimensions of Inner (Shaft) and Outer (Bore) shapes |
In this case there are two models that are intended to be connected together such as a shaft and bore. The inner shaft has to be drawn with a smaller diameter so the final printed diameter is the correct size. The outer bore model has to be drawn with a larger diameter so that the final printer diameter is the correct size. The amount of correction necessary will be printer and setup dependent. The most straightforward way to estimate the correction necessary is to draw and print some calibration steps. The way that this was accomplished by the team was to design a hub with a bore hole and key to match the 1/2in output shaft of an AndyMark ToughBox gearbox (http://www.andymark.com/ToughBox-p/am-toughbox.htm). After leveling and setting up our printer (more on this later) we designed a shape with a 1/2in bore hole and printed the part. You can download the PTC Creo CAD file (shaft_size_test_0p50_bore.prt) in the accompanying PTC Community document (http://communities.ptc.com/docs/DOC-6545).
Once printed the bore inner diameter and key way were measured with a calipers. The printed diameter was 0.49�, this was 0.01� smaller than designed and would not fit the ToughBox shaft. The model was modified to increase the diameter by 0.01� to 0.51� and re-printed. The modified design fit perfectly. You can download the PTC Creo CAD file (shaft_size_test_0p51_bore.prt) in the accompanying PTC Community document (http://communities.ptc.com/docs/DOC-6545).
This experiment provided the calibration information necessary to adjust model dimensions to ensure accurate printed dimensions i.e. any shaft or protrusion structure or outer dimensions (diameter, width) should be undersized by 0.01� or 0.005� per side. Any bore or hole structure or inner dimensions (diameter, width) should be oversized by 0.01� or 0.005� per side.
Another thing to consider when drawing a part is the sequence in which that part will be printed. The 3D printer will print the part from the bottom to the top. Therefore, when creating a design it is a good idea to ensure that to the extent possible the bottom sections of the model should support the upper sections as the part is printed i.e. the widest part of the model should be at the bottom and any internal surfaces should be supported with arch structures where possible. When printing un-supported structures the Printer software can usually insert supports which can be removed after printing. Careful placement of the model on the printer build plate can also minimize the need for supports. This will be discussed in more detail later. Here are some example shapes.
 |
| Example Shapes on a 3D Printer |
In the example robot custom tank track system design, an example where this needed to be considered was the Drive Sprocket Wheel. This was a relatively complicated part and there was no optimal way to print it as one part. Therefore it was split into two identical parts which were bolted together as part of the assembly process. One of these is illustrated below. The part was printed with the widest section closest to the build plate, no supports were needed which resulted in a clean print.
 |
| PTC Creo Model of half of the Drive Sprocket Wheel (Different Views) |
Although the 3D printed line widths can be quite small (0.5mm) it is generally recommended not to try print really small parts or parts with really small features. There are no really hard and fast rules here. However, at a minimum any features need to be strong enough to support the stress of being printed i.e. the movement of the print head/extruder depositing plastic on a model will create stress on the parts of the model that have already being built. This can result in new layers not adhering to layers that have already being printed which will result in the print failing. When designing features we would generally recommended avoiding volumes that are less than 0.25� on a side. While more artistic creations can use smaller features (there are lots of impressive examples of this) in most FRC applications the parts are going to be functional and will need to be strong enough for use on robots. In addition to the Tank Tread system team 1965 has used 3D printer parts as part of our 2014 competition robot. Several of these parts were structural components of our shooter system. They needed to be very strong and did not fail during the competition season. Some of these components are highlighted on the team's 2014 competition robot, �Squeaky� in the image below.
 |
| FRC Team 1965's 2014 competition robot "Squeaky" |
In the above image the four highlighted components experienced significant stresses during robot operation. In particular the Shooter CAM and Motor Mount were an integral part of our shooter mechanism.
If there are ever concerns about whether a particular feature will be printed correctly it is often useful to create a model with just that feature to test out the printing process before attempting to print a much larger model. An example might be helpful. This will also illustrate the oversize/undersize discussion from earlier. Suppose we need to create parts with a shaft and bore that are supposed to connect. The shaft diameter is 0.5�. Here is the Shaft example. In this case the shaft diameter is drawn as 0.49�based on the previous print calibration exercise.
 |
| Shaft example |
Here is the matching Bore part. The Bore diameter is drawn as 0.51�.
 |
| Bore or hub example |
PTC Creo CAD file (hub_example.prt) can be downloaded from (http://communities.ptc.com/docs/DOC-6545).
The assembly showing the two parts is shown below.
 |
| Shaft and bore assembly |
Finally, it is often helpful to round any square edges on your model. Remember that when your print is complete it will be stuck to your printer plate or a raft (more about this later) and will need to be removed before it can be used. This can be accomplished using a variety of tools including spatulas, craft knives etc. At the very least you will need to lift a corner of your model as part of the process of removing your model from the build plate or raft. Rounding the bottom edges of your model will make this really easy without compromising its structure.
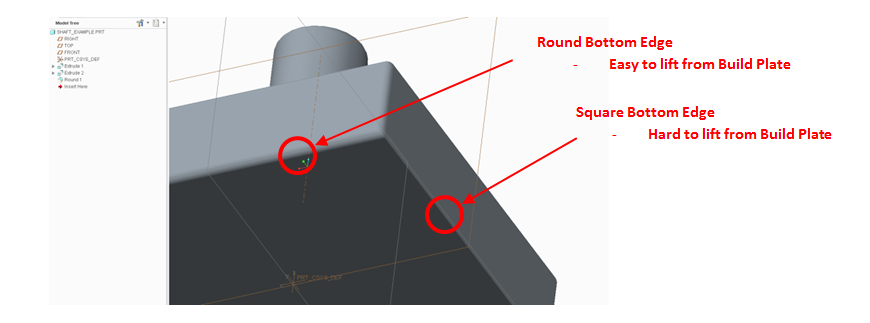 |
| Part with Rounded and Square Edges |
More generally, it is a good idea to round corners where possible to improve the strength of your model features. This can generally be accomplished quite easily.
 |
| Rounded Edge to re-enforce model weak points |
CAD Files
CAD Files for this section can be found on the accompanying PTC Community document (http://communities.ptc.com/docs/DOC-6545) in the attachment, 3D_printing_blog_section3CAD.zip. The CAD files include- 0.5� Bore Hole Test: shaft_size_test_0p50_bore.prt
- 0.51� Bore Hole Test: shaft_size_test_0p51_bore.prt
- 0.5� Shaft Example: shaft_example.prt
- 0.5� Bore Example: hub_example.prt
- 0.5� Assembled Shaft/Bore Example: shaft_hub_example.asm



Comments
Post a Comment